Universal Plastics started its gas assist injection molding process development in 1985. To date, we have commercialized over 500 different parts with this technology. The gas assist injection molding process is a low pressure, conventional injection molding process that forces a short shot of material to fill a mold by using pressurized nitrogen gas to displace the material in pre-destined thick area while forming hollow sections in the part.
Gas assist injection molding is a process that produces large plastic parts with complex designs and superb cosmetic surface finishes. The process is especially ideal for large handles, equipment covers, doors, bezels, cabinets and skins. For more on how we can help to design or transition your parts to gas assist injection molding, please watch this short video.
Internal Gas Assist Injection Molding
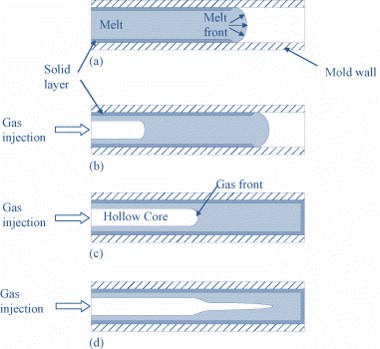
Gas assist injection molding is a low pressure process that requires the injection of pressurized nitrogen gas into the interior of a mold. The gas flows through strategically placed gas channels to displace the material in the thick areas of the part by forming hollow sections.
The pressurized gas pushes the molten resin tight against the cavity walls until the part solidifies, and the constant, evenly transmitted gas pressure keeps the part from shrinking while also reducing surface blemishes, sink marks, and internal stresses. This process is ideal for holding tight dimensions and complex curvatures over long distances.
External Gas Assist Injection Molding
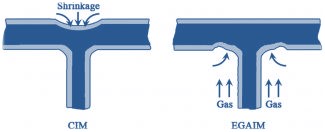
In external gas assist injection molding the molten resin is introduced into the mold but the gas is injected in a micro-thin layer between the back surface of the part and the mold core, thereby forcing the front surface of the part against the opposite side of the mold cavity. As the resin cools the pressurized gas guarantees the front side of the part precisely replicates the surface of the mold.
On the left, classic injection molded (CIM) parts show evidence of resin shrinkage on the front side areas of the rib/wall junction. For external gas assist injection molding (EGAIM) gas packing on the reverse side of the part prevents front side shrinkage.
This process is best for high profile and large surface area plastic parts, especially those requiring detailed textures and superior surface aesthetics. Warp and sink marks are eliminated because the gas packs out the resin as it solidifies. As with internal gas assist, support ribs and bosses can be molded into the part yielding similar dimensional stability and tight tolerances. Molding pressures are also likewise reduced generating less residual stress on parts and wear on molds.
Cost Considerations
Along with potential reduction of part count, additional savings are achieved through use of the gas assist processes. Since they typically require one-third the clamping force of conventional injection molding the same part size may be run with a lower tonnage press, not only keeping part costs under control but also introducing less residual stress into the part to further aid dimensional stability. Reduced in-mold pressure subjects the mold to less wear and tear, allowing the use of less expensive aluminum tooling. Parts also weigh considerably less, which results in reduced freight expense and improved material handling efficiencies.
Design Benefits
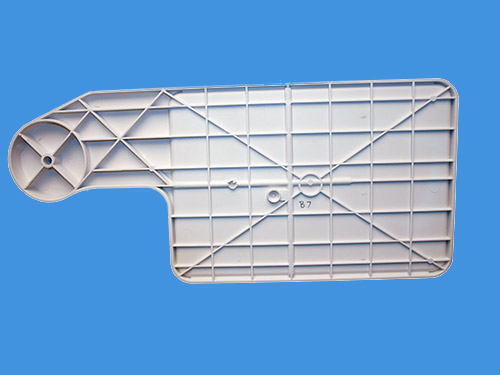
This technology offers many design and performance advantages over other large part molding processes. Multiple parts with differing wall thickness and complex designs can be molded as a single part with tighter tolerances. Support ribs and bosses can be molded into the part itself, and the gas channels can be directed to eliminate evidence of these support features on the customer facing side of the parts. For these reasons parts exhibit improved dimensional stability and higher quality surface cosmetics, while requiring minimal or no secondary operations.
Converting Existing Parts to Gas Assist
Gas assist injection molding is an attractive option for producing a better quality alternative to existing large metal parts. Customers achieve tremendous performance benefits by eliminating expensive, heavy, corrosion-prone parts such as covers, enclosures, access doors, and panels. Another attractive conversion opportunity is the replacement of existing thermoformed, vacuum formed, or pressure formed parts. Formed parts require labor-intensive, expensive secondary operations and the cost savings associated with gas assist justifies the investment in tooling to convert to gas assist injection molding once production quantities reach modest levels. Part features such as support ribs, bosses, and windows can be incorporated into the mold of a gas assist part and the costs of gluing, bonding, trimming and machining normally necessary for thermoforming can be eliminated.
Through early involvement in the engineering and design process, Universal Plastics can provide you with a competitive advantage through use of gas assist plastic injection molding. Contact us today to learn more.
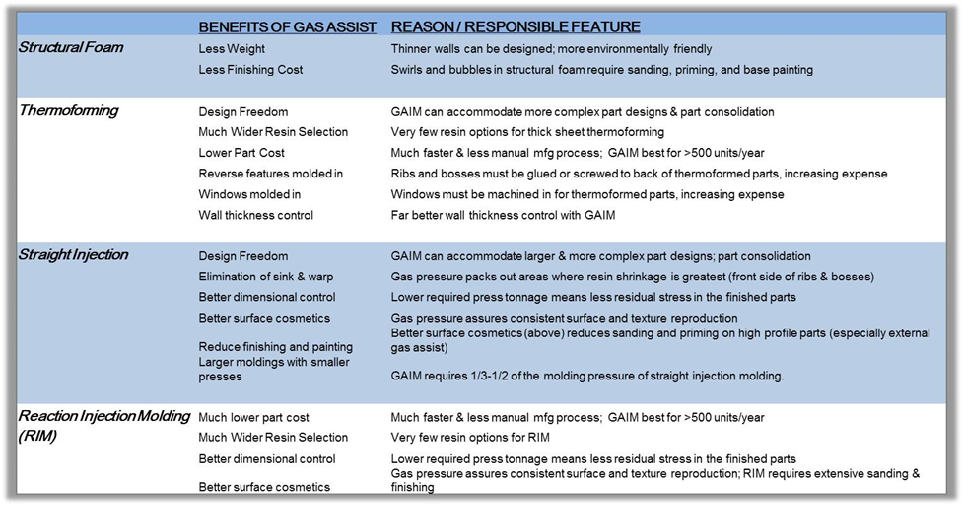
When is Gas Assisted Injection Molding Used?
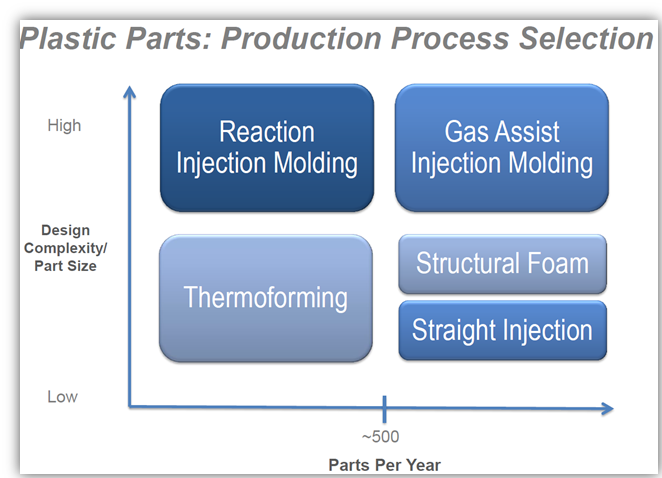
Benefits of Gas Assist Injection Molding Vs. Other Production Processes